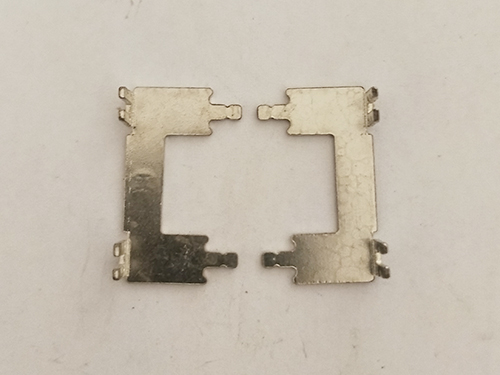

拉深件是沖壓件加工廠經常會加工的產品種類之一。拉深沖壓件采用的方法和拉深件的形狀有關。拉深工藝是沖壓生產中應用廣泛的工序之一。小編今天就為大家介紹下沖壓件生產廠家會用到哪些拉深方法。
拉深是指將確定形狀的平板毛坯通過拉深模在壓力機上沖壓成各種形狀的開口空心件,或以開口空心件為毛坯通過拉深進一步使空心件改變形狀和尺寸的一種冷沖壓加工方法。拉深工藝分為兩類,一類為不變薄拉深,一類是變薄拉深。采用拉深工藝加工的沖壓零件很多,通常可歸納為三大類:旋轉體零件;盒形件;形狀復雜件。這些拉深件的在成型過程中,有的需要經過多次拉深方能成型。
在沖壓件加工廠常用到的拉深方法多為不變薄拉深方法,這是拉深件的基本拉深方法。但還有許特別的拉深工藝有時也會用到。如變薄拉深、彈性介質拉深、凸緣加熱拉深、爆炸拉深。這些特別的拉深工藝,其中有的是為了滿足零件形狀和尺寸要求,有的是為了提高金屬塑性、增加拉深變形程度、提高生產效率、有的是為了簡化工藝裝備和工藝過程,降低成本,縮短生產準備周期。
無論沖壓件廠家采用哪種拉深工藝,確定要注意拉深過程中的起皺及拉裂現象的發生,這是拉深工藝中最容易發生的問題。所以在設計沖壓工藝及沖壓模具時務需要考到這一點,才能減少廢品,提高拉深件的合格率,降低生產成本。
在沖壓生產過程中,模具的沖裁間隙對沖裁力的影響具有確定的規律。間隙越小,材料變形區的壓應力成分越大,材料的變形抗力越大,沖裁時所需的沖裁力也就越大。反之,間隙越大,材料變形區的拉應力成分也越大,使材料變形抗力降低,沖裁時所需的沖裁力就越小。
在這里值得說明的是,經過沖壓件生產廠家的長期實踐證明,當單面間隙在材料料厚度的5%~10%的范圍內逐漸增大時,沖裁力降低已不明顯,不超過5%~10%。